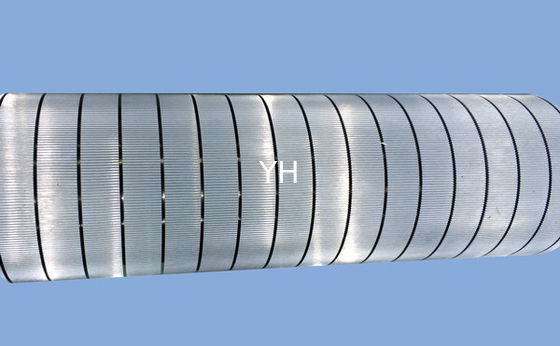
F Flute Tungsten Carbide Alloy Steel Corrugating Rolls
| Product name | Corrugating rolls, corrugated roller |
| Material | 50CrMo |
| Application | Single facer, corrugator machine |
| Diameter | 200-600mm |
| Width | 1000-2800mm |
| Flute Profile | A, C, B, E, F, G, N, O |
| Heating Treatment | Intermediate frequency quenching treatment |
| Hardness | >HRC58 after heating treatment, harden layer 8-12mm |
| Coating | Tungsten carbide, hard chrome 0.06-0.08mm |
| Corrugator line | BHS, Fosber, BW Paper System, Hsieh Hsu, K&H, JS, Fuli, Wanlian, Taiwan Mingwei, Chinese Mingwei, Meiguang, Dongguang, Dpack, Xinguang, Xieyang, Shengli, Indian machine, etc. |
Introduction:
-The largest professional corrugated roller manufacturer in northern of China
-50CrMo refined forging steel supplied by the best manufacturer in China.
-A, C, B, E, F, G, N flute corrugated rolls
-Tungsten carbide corrugated roll and hard chrome corrugated roller
-American Praxair JP8000 HVOF tungsten carbide plating equipment
-American Praxair super-hard 1342 tungsten carbide powder
-Medium frequency quenching heating treatment machine makes the hardness of base steel more than HRC58.
-High precision and high performance CNC grinding machine equipped with Germany Siemens control system.
-We design the flute profile according to customer’s medium paper GSM, speed, FCT requirement.
-Tungsten carbide corrugated roll lifetime is 3-5 times longer than hard chrome roll because of its excellent wear-resisting property
-Our corrugated rollers has been exported to many countries such as Korea, Russia, Egypt, India, Thailand, Myanmar, etc.
![]()
Adjust well:
1. Inspect the balance of corrugating roll regularly, at least once a month.
2. Inspect the gap among corrugating roll, glue roll and pressure roll to avoid abrasion.
3. When installing corrugating rolls, mind the small gap between corrugating rolls and suction hood which will cause abrasion of corrugating rolls and aluminum plate from suction hood.
4. The copper knives will loosen with the movement of machine. The knife in “T” position will scratch the coating on two sides of grooves. So fix the cooper knives regularly.
5. In the premise of assuring corrugated board quality in real production, it’s better to use smallest oil/air cylinder pressure both of corrugating roll and pressure roll.
6. When changing wide width to small width in real production, reduce oil/air cylinder pressure both of corrugating roll and pressure roll accordingly to avoid abnormal abrasion caused by excessive pressure. Especially the direct abrasion between corrugating rolls and pressure roll in paperless areas will cause falling off of coatings.
Heat well
A. Start the corrugating rolls before filling in steam to avoid abnormal deformation.
B. Check the temperature of corrugating roll and pressure roll regularly to avoid temperature decrease caused by accumulation of condensate water.
C. If the temperature is abnormal, please check and keep the correct position of siphon to let condensate water out successfully.