

50CrMo Alloy Steel Tungsten Carbide Corrugating Rolls For Fuli Corrugated Machine
Introduction
| The largest professional corrugated roller manufacturer in northern of China |
| 50CrMo refined forging steel supplied by the best manufacturer in China. |
| A, C, B, E, F, G, N flute corrugated rolls |
| High Speed can reach to 250-300m/min |
| American Praxair JP8000 HVOF tungsten carbide plating equipment |
| American Praxair super-hard 1342 tungsten carbide powder |
| Medium frequency quenching heating treatment machine makes the hardness of base steel more than HRC58 and harden layer 8-12mm. |
| High precision and high performance CNC grinding machine equipped with Germany Siemens control system. |
| We design the flute profile according to customer’s medium paper GSM, speed, FCT requirement. The flute profile is more reasonable, suitable to customer’s machine |
| Tungsten carbide corrugated roll lifetime is 3-5 times longer than hard chrome roll because of its excellent wear-resisting property |
| Our corrugated rollers has been exported to many countries such as Korea, Russia, Egypt, India, Thailand, Myanmar, etc. |
| Supply corrugated rollers for all kinds of corrugator line such as Fosber, BHS, BW Paper System, K&H, HSIEH HSU,Fuli, Wanlian, TCY, Champion, West River, Mingwei and so on. |
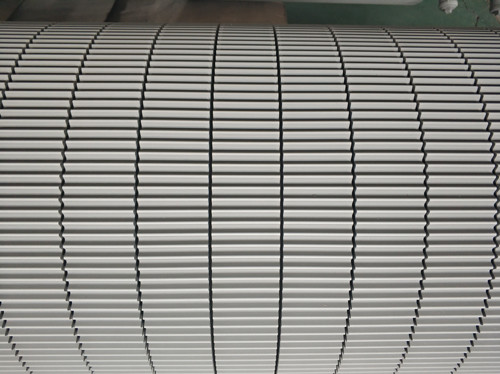
Flute profile
The most important parameter is the flute profile. To design the flute profile, we must know the corrugated paper gsm, speed, flute height, correct diameter and other requirement such as good FCT, saving paper, etc. Our engineer has rich experience of designing flute profile. Without good design, many problems will appear, such as flute paper broken, low speed, collapsed flute, high-low flute and so on.
The following table is just for a reference.
| Flute | Profile | Height(mm) | Pitch(mm) | Flutes/300mm | T.U.R |
| A | UV | 4.5-5.0 | 8.0-9.5 | 34±3 | 1.45-1.52 |
| C | UV | 3.5-4.0 | 6.8-7.9 | 41±3 | 1.37-1.47 |
| B | UV | 2.5-3.0 | 5.5-6.5 | 50±4 | 1.33-1.41 |
| E | UV | 1.1-2.0 | 3.0-3.5 | 93±6 | 1.24-1.36 |
| F | UV | 0.8-1.0 | 2.2-3.2 | 115±20 | 1.19-1.25 |
| G | UV | 0.6-0.8 | 1.8-2.8 | 136±20 | 1.15-1.20 |
| N | UV | 0.4-0.6 | 1.2-2.2 | 193±55 | 1.10-1.15 |
| Others | UV | Customized | Design | Design | Design |
![]()
Heat well
A. Start the corrugating rolls before filling in steam to avoid abnormal deformation.
B. Check the temperature of corrugating roll and pressure roll regularly to avoid temperature decrease caused by accumulation of condensate water.
C. If the temperature is abnormal, please check and keep the correct position of siphon to let condensate water out successfully.
![]()













